

联系人:任经理
手机:13998850600
座机:024-24385187
网址:www.syliupaotea.com
邮箱:2776014861@qq.com/sypcjt@163.com
办公地址:沈阳市大(dà)东区长安路52号
公司厂址:沈阳市(shì)浑南区南二路
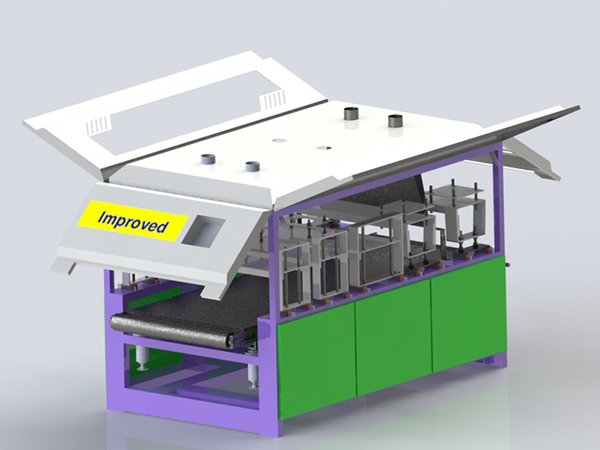
一、外形照片与(yǔ)参数(shù)
1、机床(chuáng)的外形照片
图")
2、主(zhǔ)要规格参数
名称:全自动异(yì)性型抛光机
型号:1000—6SL
额定功率:20KW
额定(dìng)电压:380V
工作(zuò)形式:全自动
外形尺寸:2500*1500*1600mm
加工厚度:150mm
加(jiā)工宽度:1000mm
整机重量:1500(kg)
送料速度:10m/min~50m/min
加工长度:不限
二、主要用途和特性
纵(zòng)横组合(hé)异型砂光机主要针对木门、橱柜门、百叶窗、胶合(hé)板、刨(páo)花板(bǎn)、中密度板(bǎn)、细木工板、硅酸钙板、水泥纤维板、相框(kuàng)、雕刻家具部件等板材的定(dìng)厚及精细抛光具有极佳效果。
该砂光机适合用于抛光长度不限(xiàn)、宽度0--1000mm以内、高度0--200mm的异型部件;
创新的螺旋纱布条可有效的接触到异型表面的各个区域,从而代替人工打磨,达到完美的砂光效果;
砂光辊采用软胶辊,确保砂带与板材接触良好而不(bú)致砂透(tòu)板材表面(miàn)材料(liào);
送料采用滚筒(tǒng)送料无极变频变速,生产效率高;
纵横组合式异型砂光机(jī)可以有效(xiào)解决雕刻家具部件及(jí)橱柜(guì)门的竖向砂(shā)痕问题;
每组砂光单元均由变频器控制,可单独运行并配备正(zhèng)逆(nì)转,以满足不同部件的砂光要求;
固定式工作台,整体升降,每(měi)组砂光单元又(yòu)可单独升降,纱布条均为独立单元、拆装更方便。
三、主要(yào)部分结构的(de)性能和特点
本机采用模块化设计理念,每组砂光单元都采用变频调速,以满足不同部件加工工(gōng)艺的要求(qiú),该机床主要由(yóu)以下几部分组成;
1、机体:担负砂光头、送料装置、升降装置等机床(chuáng)组成部分的连(lián)接作用,机体采用整(zhěng)体箱型焊接结构,具有足够的刚性(xìng),保(bǎo)证机床的(de)使用(yòng)寿命;
2、各(gè)动力机构:提供(gòng)砂光组件、送(sòng)料装置、升降装置、刷光装置(zhì)等所需的(de)动力;
3、输送床:由主动轴、从动轴、支撑架、送料胶辊(gǔn)、升降(jiàng)缸等(děng)组成个,由1.5KW的减速电机采用变频调速,其(qí)送料速度为6~35m/min;
4、砂光组件:
4.1 小辊(gǔn)刷
两组小辊刷共9组砂光辊(gǔn)刷,不同旋转方向、螺旋纱布与加工件前进方向(xiàng)相互垂直,对加工件进行初步砂削处理,整套砂光单元可以单独(dú)进行升降操作以满(mǎn)足不同加工厚度的要求,并由偏心电机(jī)带动面板沿滑轨进行横向移动。
4.2 端面刷
端面刷分两排共9组(zǔ)砂光盘刷,不同旋转方向不同的纱布长度,使加工件表面得到更加(jiā)圆润的(de)处理,整套砂光单元可以单独进行(háng)升降操作以满足不同加工厚度的要求,并由偏心电机带动面板沿滑轨(guǐ)进行横向移动。
4.3大辊刷
两组大辊刷共(gòng)2组(zǔ)砂光辊,不同旋转方向、螺旋纱布沿加工件(jiàn)前进方向进行砂光处理,整套(tào)砂光单元可以单独进行升降操作以满足不同加工厚度的要求,并由偏心电机带动面板沿滑轨进(jìn)行横向移动。
5、电器(qì)控制(zhì)箱:汇集本机各电器元件于其内,电器原理图请参阅附件(jiàn);
四、使用操作及保养说明
4.1操作说明

1、开机启动前,首先确认工作台无异物;
2、启动电源开关(guān),根据需要依次点(diǎn)击触摸屏纵辊(gǔn)、圆盘、直辊按钮并观察其运转(zhuǎn)是否正常(可根据需要对其(qí)速度进行调节);
3、根据需要分别启点击触摸(mō)屏摆(bǎi)头一、摆头二(èr)、摆头三按钮,使其砂光组件(jiàn)横向运动,并(bìng)观察移动是否自然流畅;
4、点击触摸屏输(shū)送(sòng)按钮,观察送料带运(yùn)转是(shì)否正常,有无跑偏迹(jì)象;
根据加工件的厚度不同,点击(jī)触摸屏(píng)上升、下降按钮使其到达合适高度;
6、出现紧急事故等意外情况,应立即按下显示屏外急停按钮;
7、加工完首件产品时应停车检查其表面是否符合要求,根据结果合(hé)理(lǐ)调整各砂光组件、送料台高度及转速;
4.2润滑、保养说明
4.2.1每班工作之后
(1)清(qīng)扫(sǎo)整台机床,送料工作台面板、砂光辊表面、各直线滑轨、圆(yuán)柱(zhù)滑轨表面不应留有灰尘;
4.2.2每周(zhōu)工(gōng)作之后
(1)清理整机灰尘并检查沙带损耗程度;
(2)按表中润滑(huá)要求对机床各润滑点进(jìn)行润滑;
4.2.3每月工作之(zhī)后
(1)按表中润滑要求对机床各润(rùn)滑(huá)点进行润滑;
(2)清理电机上的灰尘,保持风扇散热效果,防护高温损伤;
(3)检查机床送料传动(dòng)和升降传动链(liàn)条以及各皮带的张进度,必要时给予张紧;
4.2.4润滑时应注意(yì)以下事(shì)项(xiàng)
(1)润滑时要使用毛刷清(qīng)洁油(yóu)嘴(zuǐ),防止杂物堵塞油嘴;
(2)用润(rùn)滑脂润滑轴(zhóu)承时,油脂的填充量要适度,一般填充量占轴承与外(wài)壳空间的1/3~1/2为宜;
(3)轴承润滑应在机床静止的情况下进行,润滑后,应用(yòng)手转动数分钟(zhōng),均衡轴承内的油脂,不得立刻高(gāo)速开动机床;
(4)用机油润滑时应根据季节温度(dù)的不同而加(jiā)以选择;
序(xù)号 | 名称 | 润滑时间 | 数量 | 润滑剂 |
1 | 送料(liào)辊轴(zhóu)承 | 100h | 适量 | 润滑脂 |
2 | 砂光组件轴承 | 50h | 适量 | 润滑脂 |
3 | 电机 | 2400h | 适量 | 润滑脂(zhī) |
4 | 升降丝杠 | 1000h | 适量 | 机油 |
5 | 张紧丝杠 | 1000h | 适量 | 机油 |
6 | 升降调节涡轮箱 | 1000h | 适量 | 机(jī)油 |
4.3注意事项
4.3.1该机床在操作运转前必须仔细阅读该(gāi)机(jī)床说明书(shū),熟知显示单元上的操步骤,才能在各种工作环境下合理(lǐ)的操作、保养该机床;
4.3.2确保电机有(yǒu)效接地;
4.3.3开机(jī)前,要(yào)将手表、手(shǒu)镯等物品放(fàng)好,系好(hǎo)袖(xiù)口,束好(hǎo)长发,不得佩领带,禁止穿拖鞋工作(zuò);
4.3.4不得加工过大或过小工件,工(gōng)件的(de)进给速度和加(jiā)工量要根据具体情况确定(dìng),不要超速超(chāo)负荷使用(yòng)机器;
4.3.5安装沙带时,确认好沙带的旋转方向,安装后检查砂光组件,应锁紧牢固;
4.3.6进行(háng)清洁和维(wéi)修工作前,一定要停机断电,并悬挂警示牌告知其他工作人员;
4.3.7如果送料工作台升降偏离了3~110mm的(de)开档范围,会碰到上下限位开关,送料升降台会立即停止升降。
5.1砂光质量分析
问题 | 原(yuán)因分析 | 解决方法 |
横向倾斜,等距痕迹 | 沙带(dài)接触不良(liáng) | 更换沙(shā)带 |
表面有烧伤(shāng) | 沙(shā)带超载 | 1、降低砂削量(liàng) 2、降低送料高度 |
一条直线纵向道纹 | 1、胶辊上嵌有坚硬异物; 2、辊刷内夹杂异物 3、板材砂(shā)削量不够 | 1、检查(chá)胶辊清除异物 2、修正或更换沙(shā)带 3、调整工作厚度或使用较粗粒度沙带 |
一条圆弧道纹 | 1、端面刷沙带内夹杂异物; | 1、清楚端面刷内(nèi)异物或跟换沙带 |
板材左右砂光道纹不一(yī) | 1、砂光(guāng)组件左右高度调整不一 | 1、松开调整螺(luó)母(mǔ),调节(jiē)砂光组(zǔ)件(jiàn)面(miàn)板使其左右高度一致; |
全国服务热(rè)线:13998850600
邮箱:2776014861@qq.com/sypcjt@163.com
办公地址:沈阳市大(dà)东区(qū)长安路52号
公司厂址:沈阳市浑南区南二路
网址:www.syliupaotea.com
马上留言
进入手(shǒu)机站



